I have a Sapphire Plus printer which I have heavily modified (out of the box it is a piece of junk). After finally changing the mainboard and installing Klipper I got it to print reliably. Of course the next thing I wanted to do was print fast. It quickly became apparent that the E3D V6 hotend and the anemic 3010 fans severely limited said goal. So I got myself a Dragon HF hotend, a 5020 blower and printed this print head. From the get go I had massive problems with retraction, even after calibrating pressure advance the retraction towers I tried in Orca Slicer where all stringy messes. I kinda got it under control by severely slowing the retraction speed to 25mm/s with a 0.4mm retraction distance with nozzle wipe.
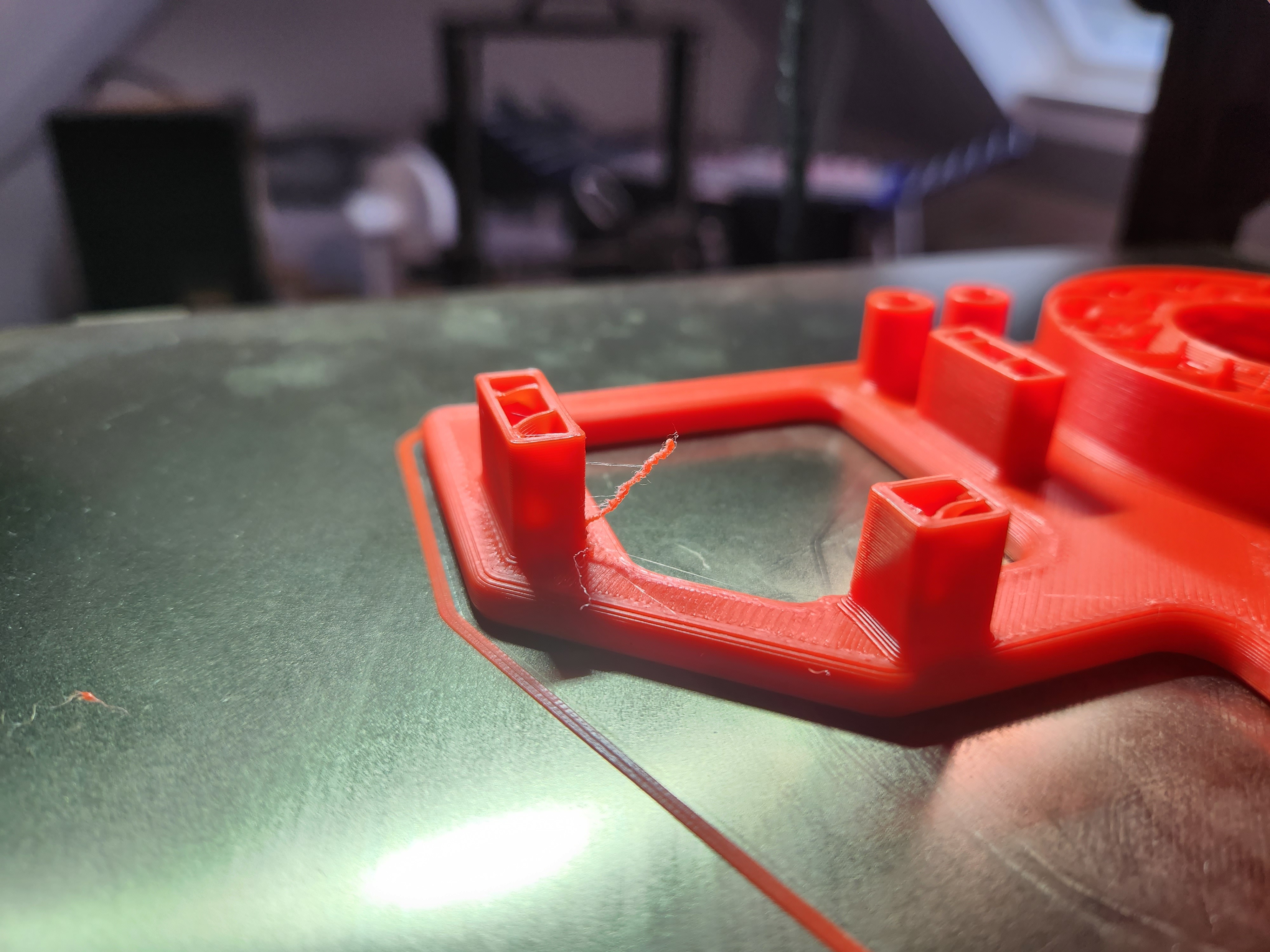
But now I'm sometimes getting these weird stringing artifacts on prints. Not on every print and not on every part, it's just certain seams that get them. I'm currently printing with a 0.6mm CHT nozzle and a fresh roll of Elegoo PLA. Does anyone have any idea what could be the culprit? It ruined the finish on a few otherwise perfect prints.
I even tried out this print:  since it has a lot of retractions, but of course that one turned out perfectly apart from a few tiny whisps.
since it has a lot of retractions, but of course that one turned out perfectly apart from a few tiny whisps.
I actually had a hell of a time with petg with a 0.6mm cht on a dragon hf, ended up going back to a nozzle x because of it. I also found the bimetal cht nozzles really fragile, like 1.5 Nm torque from one of those slice preset wrenches and I'd still manage to have them shear off in the block after a few nozzle changes.
What did help was lowering the temps and being aggressive with the retraction speed (went up to 50mm/s if I recall), but even then the cht nozzles oozed a lot with petg, could have tuned a bit more but as I said I ended up going back to my other nozzles.
Kept the dragon though and actually swapped my mk3s over because I like that the block is fixed for nozzle changes and actually changed my voron to a dragon UHF that seems to be working well so far.
Yeah, I expected oozing and stringing with PETG, but not with PLA. For now I've switched back to the regular plated copper nozzle and don't have anymore problems. The maximum flow rate went down from 40mm²/s to 25mm²/s but I can print a benchy in half an hour, so it's still plenty fast