It’s not top thickness, that’s only 3 layers and the bulge is on more layers than that.
Printed with PLA, 4 perimeters, 15% gyroid, but no infill makes difference, i don’t think this is about shell thickness.
Retraction is good, there is no oozing on retract moves and no stringing on the printed parts.
Otherwise the prints come out okay so i’m a bit stuck with this one!
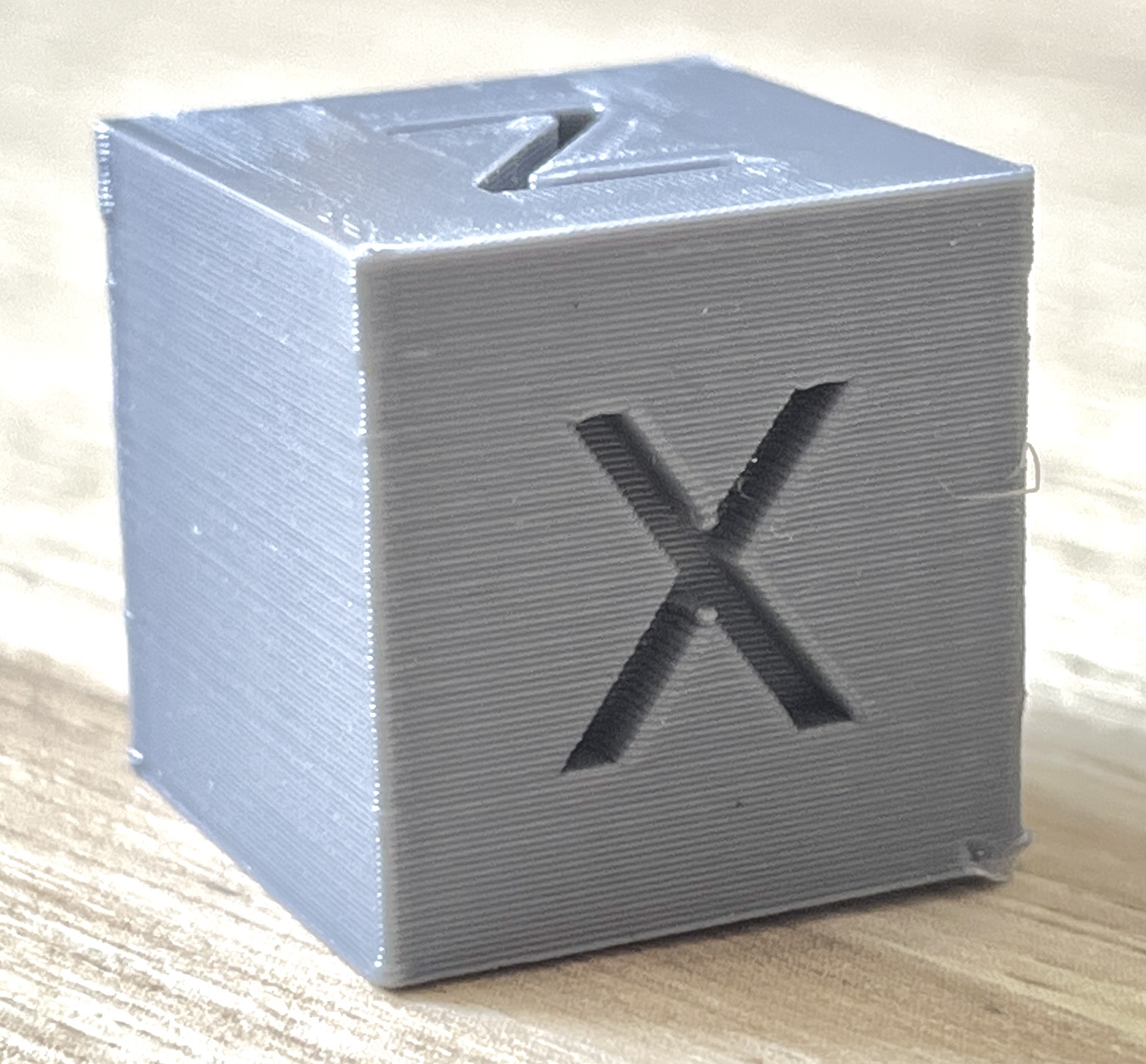
You can see the bulging in all three edges on the picture, about 3-4mm from top to bottom, then a few ok layers, then again a few layers with bulges on corners.
Slicer is Prusa if that’s relevant.
Any ideas are welcome!
You need to dial up the linear advance just a hair to fix the bulging corners.
And you do look like your over-extruding by a hair as well.
Print a solid 20mm cube, 1 perimeter, 0% infill, 0 top layers.
It will print out a cube you can measure the wall thickness with a dial caliper.
The thickness should exactly match your extrusion width setting. If it does not, adjust your extrusion multiplier be how much your measurement is out.